
اولین و قوی ترین تولید کننده قالب های سبد میوه و مرکبات ، قدردان حسن انتخاب کشاورزان و تولید کنندگان عزیز است .
- ارسال و ارائه خدمات به کلیه نقاط کشور
- مشاوره و نصب و راه اندازی و پشتیبانی 24 ساعته
- ساخت 30 روز کاری
- آموزش فنی با متخصصین مجرب
- لوازم جانبی ( خوردکن ، گازگیر ، مواد و . )
09127226971
09374134989
- انواع دستگاه تولید سبد میوه :
1. دستگاه تزریق پلاستیک 250 تن مخصوص سبد میوه 6 کیلیویی
2. دستگاه تزریق پلاستیک 300 تن مخصوص سبد میوه 10 کیلویی
3. دستگاه تزریق پلاستیک 320 تن مخصوص سبد میوه 14 کیلویی
4. دستگاه تزریق پلاستیک 380 تن و 400 تن مخصوص سبد میوه و 20 کیلویی
قالب سازی مهندس علیزاده ( kanmold ) با بیش از 30 سال سابقه کار در زمینه خدمات قالبسازی و CNC ، طرف قراداد با شرکت های بزرگ خودرو سازی و دفاعی و نفت و پتروشیمی
سبد میوه 2 کیلیویی ، سبد میوه 4 کیلویی ، سبد میوه 6 کیلویی ، سبد میوه 8 کیلویی ، سبد میوه 10 کیلویی ، سبد میوه 12 کیلویی ، سبد میوه 14 کیلویی ، سبد میوه کیلویی سبد ، میوه میوه 20 کیلویی ، سبد میوه 25 کیلویی
سبد حمل انواع میوه و مرکبات
صندوق پلاستیکی میوه و مرکبات
سبد میوه لبه دار و سبد میوه بدون لبه
سبد پرتقال ، سبد نارنگی ، سبد زیتون ، سبد لیمو و .


قالب هایی که در آنها ف مذاب تزریق می شود ابزارالات معمولی هستند که در این فرایند استفاده می شوند. قالب ها عموما متشکل از دو نیمه هستند- نیمه ثابت- که بر روی یک صفحه ایستا نصب شده است و قالب پرام که بر روی یک صفحه متحرک نصب شده است. این طراحی به قالب اجازه میدهد که در طول خط جدایشش باز و بسته شود. هنگامی که قالب بسته می شود دو نیمه قالب یک حفره داخلی تشکیل میدهند که برای شکل دهی قطعه کار پر از ف مذاب می شود. این حفره از دو مغزی تشکیل میشود – مغزی حفره و مغزی ماهیچه که به ترتیب در نیمه ثابت و نیمه پران قالب درج میشوند. قالب ثابت این اجازه را به ف مذاب میدهد تا از سیستم تزریق از طرق دهانه به درون حفره قطعه جریان یابد. قالب پران شامل یک صفحه پشتیبان و جعبه پران می باشد که بر روی صفحه نصب شده است و شامل سیستم پران می باشد. زمانی که واحد گیره بندی دو نیمه قالب را از هم جدا میکند میله های گیره بندی صفحه های پران را رو به جلو در داخل جعبه پران فشار می دهند که باعت فشار دادن پین های پران در قطعه قالبگیری شده می شود و در نهایت باعث خروج قطعه از مغزی ماهیچه می شود. همچنین قالب های چند حفرهای که در آنها دو نیمه قالب تعداد زیادی حفره های قطعه یکسان تشکیل میدهند، مورد استفاده قرار می گیرند.
کانال های قالب
جریان ف مذاب در داخل حفره قطعه نیاز به تعداد زیادی کانال دارد که در قالب به صورت یکپارچه درآمده اند این کانال ها در ماشین های محفظه سرد و ماشین های محفظه گرم کمی متفاوت هستند. در یک ماشین محفظه گرم ف مذاب از طریق قطعه ای بنام بوش راهگاه (در نیمه ثابت ) وارد می شود و اطراف راهگاه پخش کننده (قالب پران) جریان پیدا میکند. راهگاه به اولین کانال ورود ف مذاب به قالب اشاره دارد. در یک ماشین با محفظه سرد ف مذاب از طریق یک ماسوره(بوش) تزریق وارد میشود.بعد از ورد به قالب در هر نوع ماشینی ، ف مذاب از طریق یک سری راهبار از طریق گیت وارد حفره قطعه که در راستای جریان است وارد می شود. غالبا حفره ها شامل فضاهای اضافی بنام گودال های سرریز می باشد مه در طول انجماد منابع تغذیه اضافه ای را فراهم می کند. زمانی که قطعه سرد می شود فاز مذاب دچار انقباض میگردد و به مواد اضافی مورد نیاز خواهد بود. در نهایت کانال های کوچک از حفره به خارج از قالب ادامه خواهند داشت. این کانال ها به عنوان حفره های تخلیه به هوا اجازه خروج از قالب را میدهند.ف مذابی که در همه این کانال ها جریان پیدا کرده است. به صورت جامد به قطعه کار می چسبد که باید از آن بعد از خروج قطعه کار جدا شود. نوعی از کانال که از مواد پر نمی شود کانال خنک سازی است. که به آب یا روغن اجازه جریان از طریق قالب، اطراف حفره برای گرفتن گرما را میدهد.
کارل مان گیورگ سیگبن (به سوئدی: Karl Manne Georg Siegbahn) (متولد ۳ دسامبر ۱۸۸۶ - درگذشته ۲۶ سپتامبر ۱۹۷۸) یک فیزیکدان شهیر سوئدی است
وی در سال ۱۹۲۴ موفق به دریافت جایزه فیزیک نوبل گردید. او این جایزه را به خاطر کشفیات و پژوهشهایش درباره طیفسنجی پرتو ایکس دریافت کرد.
| کارل مان گیورگ سیگبن | |
|---|---|
| متولد | ۳ دسامبر ۱۸۸۶ اوربرو، سوئد |
| مرگ | ۲۶ سپتامبر ۱۹۷۸ میلادی (۹۱ سال) استکهلم، سوئد |
| ملیت | سوئدی |
| رشته فعالیت | فیزیک |
| محل کار | دانشگاه لاند دانشگاه اوپسالا دانشگاه استکهلم |
| دانشآموختهٔ | دانشگاه لاند |
| دلیل شهرت | به خاطر کشفیات و پژوهشهایش درباره طیفسنجی پرتو ایکس |
| جوایز | |
رابرت اندروز میلیکان (به انگلیسی: Robert Andrews Millikan) (زاده ۲۲ مارس ۱۸۶۸ - درگذشته ۱۹ دسامبر ۱۹۵۳ زاده ایالت ایلینوی آمریکا) فیزیکدان برجسته آمریکایی بود.
میلیکان دانشآموخته دانشگاه کلمبیا، و عضو هیئت علمی دانشگاه کلتک بود.
وی برنده جایزه نوبل فیزیک سال ۱۹۲۳ است.
میلیکان برای اولین بار توانست بار الکترون را توسط آزمایش قطره روغن اندازهگیری کند
.
| رابرت میلیکان | |
|---|---|
 | |
| متولد | ۲۲ مارس ۱۸۶۸ موریسون، ایلینوی |
| مرگ | ۱۹ دسامبر ۱۹۵۳ میلادی (۸۵ سال) سان مارینو، کالیفرنیا |
| ملیت | |
| رشته فعالیت | فیزیک |
| محل کار | دانشگاه شیکاگو موسسه فناوری کالیفرنیا |
| دانشآموختهٔ | کالج ابرلین دانشگاه کلمبیا |
| استاد راهنما | مایکل آی. سدنتذ آلبرت آبراهام مایکلسون |
| دلیل شهرت | به خاطر اندازهگیری بار الکتریکی بنیادی و پژوهش بر اثر فتو الکتریک |
| جوایز | مدال فرانکلین (۱۹۳۷) |
گرین در قالبهای تزریق پلاستیک، به منظور ایجاد دانهبندی چرمی شکل، چوبی، پارچهای و یا تغییر در براقیت قطعه پلاستیکی، به کار میرود و در آن، الگوی مورد درخواست برای سطح ظاهری قطعه، توسط فرایندی فتوگرافیک به سطح قالب انتقال داده میشود. سپس، این سطح با الگوی منتقل شده در اسید مخصوص غوطهور شده و تحت فرایند خوردگی روی فولاد شکل میگیرد.
از کاربردهای گرین، میتوان در صنعت خودروسازی برای تزئین فضای داخلی خودرو و دادن هارمونی یکسان به قطعات مونتاژی، اعم از قطعات داشبورد، رودریها، قاب ستونها و . اشاره کرد (شکل1).
شکل1: نمای داخلی در سمت راست پژو 206
 |
| نی هنریک داوید بور | |
|---|---|
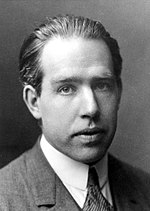 نی در ایام جوانی | |
| متولد | ۷ اکتبر ۱۸۸۵ کپنهاگ، دانمارک |
| مرگ | ۱۸ نوامبر ۱۹۶۲ (۷۷ سال) کپنهاگ، دانمارک |
| شهروند | کپنهاگ |
| ملیت | |
| رشته فعالیت | فیزیک |
| محل کار | دانشگاه کپنهاگ دانشگاه منچستر |
| دانشجویان دکتری وی | هندریک آنتونی کرامرز |
| دلیل شهرت | تفسیر کپنهاگ اصل متممیت مدل بور اثر بور نظریه سومرفیلد-بور نظریه بیکیاس مناظرات بور و اینشتین |
| تأثیر گرفته از | ارنست رادرفورد |
| تأثیر گذار بر | ماکس دلبروک ورنر کارل هایزنبرگ لیزه مایتنر |
| جوایز | مدال فرانکلین (۱۹۲۶) مدال کاپلی (۱۹۳۸) |
نی هنریک داوید بور[۱] (به دانمارکی: Niels Henrik David Bohr) (۷ اکتبر ۱۸۸۵ - ۱۸ نوامبر ۱۹۶۲،[۲] کوپنهاگ، دانمارک) فیزیکدان دانمارکی بود که شهرت او بیشتر به علت ردکردن مدل اتمی ارنست رادرفورد و ابداع مدل اتمی خود است. او تلاشهایی بنیادی در زمینهٔ شناخت ساختار اتم و مکانیک کوانتوم داشت و برای همین تلاشهایش در سال ۱۹۲۲، به او جایزهٔ نوبل فیزیک داده شد.[۳] او مدل پیشنهادی اتم که مانند سامانهٔ خورشیدی بود (یک هسته در مرکز و الکترونها پیرامونش در گردش) را گسترش داد، او بر روی نظریهاش در بستر مکانیک کوانتوم کار کرد و گفت که الکترون از یک تراز انرژی به صورت کمیتی گسسته و نه پیوسته، به یک تراز دیگر انرژی میپرد. بور با بسیاری از فیزیکدانان نامی در موسسهاش در کپنهاگ همکاری کرد. همچنین او عضو گروه فیزیکدانان بریتانیایی پروژهٔ منهتن بود. بور در سال ۱۹۱۲ ازدواج کرد و صاحب چند فرزند شد که یکی از پسرانش، آگه بوهر فیزیکدان بود و توانست در سال ۱۹۷۵ مانند پدرش، جایزهٔ نوبل را از آن خود کند.
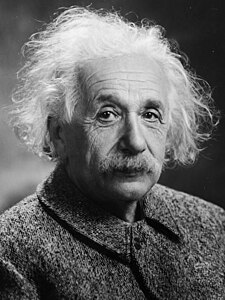
| آلبرت اینشتاین | |
|---|---|
 | |
| متولد | ۱۴ مارس ۱۸۷۹ اولم، وورتمبرگ، پادشاهی وورتمبرگ،امپراتوری آلمان |
| مرگ | ۱۸ آوریل ۱۹۵۵ میلادی (۷۶ سال) پرینستون، نیوجرسی، ایالات متحده |
| محل زندگی | آلمان سوئیس ایالات متحده |
| شهروند | آلمان (۱۸۷۹-۱۸۹۶ و ۱۹۱۴-۱۹۳۳) سوئیس (۱۹۰۱-۱۹۵۵) آمریکا (۱۹۴۰-۱۹۵۵) |
| ملیت | آلمانی |
| رشته فعالیت | فیزیک |
| محل کار | اداره ثبت اختراعات سوییس دانشگاه زوریخ دانشگاه چار پراگ دانشگاه صنعتی زوریخ دانشگاه لایدن موسسه مطالعات پیشرفته موسسه کایزر ویلهلم |
| دلیل شهرت | نسبیت عام، نسبیت خاص، اثر فوتوالکتریک،حرکت براونی، اثر فوتوالکتریک |
| جوایز | جایزه نوبل در فیزیک (۱۹۲۱) مدال فرانکلین (۱۹۳۵) مدال کاپلی |
| دین | همه خدایی[۱]،بیدینی[۲] |
| امضا | |
آلبرت آینشتاین به تلفظ صحیح آلمانی، ولی معروف به انیشتن، انیشتین و اینشتین در ایران (به آلمانی: Albert Einstein) (زاده ۱۴ مارس ۱۸۷۹ - درگذشته ۱۸ آوریل ۱۹۵۵) فیزیکدان نظریآلمانی بود. او بیشتر به خاطر نظریّه نسبیت و بویژه برای همارزی جرم و انرژی (E=mc۲)(که از معروف ترین روابط فیزیک بین غیرفیزیکدانهاست) شهرت دارد. علاوه بر این، او در بسط تئوری کوانتوم و مکانیک آماری سهم عمدهای داشت. اینشتین جایزه نوبل فیزیک را در سال ۱۹۲۱ برای خدماتش به فیزیک نظری و به خصوص به خاطر کشف قانون اثر فوتوالکتریک دریافت کرد. او به دلیل تأثیرات چشمگیرش، به عنوان یکی از بزرگترین فیزیکدانانی شناخته میشود که به این جهان پا گذاشتهاند.[۳][۴] در فرهنگ عامه، نام اینشتین» مترادف هوش زیاد و نابغه شدهاست.

نگاهی به این موضوع که چراباید مزایای ماشینکاری با سرعت بالا به صورت قابل ملاحظهای مهمتر از چالشهای ایجاد شده باشد.
ماشینکاری با نرخ و سرعت بالا بر این موضوع تاکید دارد که بیشترین مقدار، در کمترین زمان ممکن ماده را از قطعه جدا کند. ماشینکاری با سرعت بالا فرآیندی است که از معرفی و ارائه آن مدت زیادی نمیگذرد و میتواند راه رسیدن به اقتصادی پرمنفعت و پرسود باشد. متاسفانه، بعضی از تولیدکنندگان از پیادهسازی این فرآیند،با توجه به نگرانیهای مرتبط با قابلیت اطمینان خودداری میکنند. این موضوع صحیح است، زیرااگر به درستی پیادهسازی نشود، میتواند نتایج بسیار بدی را به دنبال داشته باشد.
برای افرادی که خواستار ارتقاء و پیشرفت میباشند، مزایای ماشینکاری با سرعت بالا میتواند بر چالشهای پیشروی آن غلبه کند. این فرآیند قابلیت تولید بسیارخوبی را به دنبال دارد. سرعت جدا سازی قطعات را حدودا سه برابر میکند، و همچنین عمر ابزار را نیزافزایش میدهد. هر چند، برای دستیابی به سیستم مفید و کارا چندین نکته در ارتباط با سیستمهای ماشینکاری با سرعت بالا وجود دارد، که میبایست بدانید.
ابزارهای صلب باقابلیت بالا به عنوان یک ضرورت، برای ماشینهای تراش موضوعی مهم و ضروری است، زیرا ابزار برش با سرعت بسیاربالایی حرکت میکنند، در این سرعت میبایست قابلیت کنترل خوبی بر ابزار و ماشین داشت. ابزارهای جدیدهنگامی که با ماشینکاری با سرعت بالا مرتبط میشوند، مزایای بیشتری را به همراه دارند. همچنین امکان پیادهسازی فرآیند برادهبرداری با سرعت بالا در ماشینها و دستگاههای قدیمی نیز وجود دارد، اما کارکرد فرآیند در کنار ابزارهای برشی بزرگ بهتر خواهد بود؛ زیرا براده برداری و سرعت مانند شتاب نخواهند بود.

با توجه به قوانین پایهای و اساسی، سازندگان قالب میتوانند بعضی از مشکلات عمده موجود در زمینه سوراخکاری حفرههای کوچک را حل کنند.
مهندسان برنامهنویس و مهندسان فرآیند با انواع مشکلهای ماشینکاری در کار روزمره خود مواجه میشوند. اگرفرآیند را به دقت مورد تحلیل و بررسی قرار دهید، میتوان گفت حل یکی از گیج کنندهترین مشکلهای موجود در واقع آنچنان هم سخت نیست.
سوراخکاری حفرههای کوچک میتواند مشکلات بسیار زیادی را به همراه داشته باشد. سوراخ کوچک به وضعیتی اطلاق میشود که قطر آن ۰٫۱۲۵ اینچ و یا کمتر باشد. در حین فرآیند سوراخکاری این حفرهها چه مشکلاتی ایجاد میشود؟ آیا تا به حال به سوراخکاری حفرههای زنگولهای پرداختهاید؟ سوراخهای مخروطی؟ در ارتباط با حفرههای انحنا دار چه؟ هر کسی به نوعی با یکی از این موارد و یاوضعیت دیگری درگیر بوده است.

مشخص است که ابزارهای چندگانه یا ابزارهای معمولی دقت برش کمتری دارند.
اگر دقت در برش با اتمام فرآیند تولید ارتباط داشته باشد، در اینصورت صیقلدهی نیز از اهمیت برخوردار میباشد. انجام دستی مراحل و پولیش (Hand benching or polishing) زمانبر بوده و همچنین میزان دقت را نیز کاهش میدهند. ابزارهای پیشرفته میتوانند کیفیت سطح و دقت خوبی ایجاد کنند و نیاز به فرآیند پردازش دستی و پولیش را کاهش دهند.
مثال: نوعی از دقت در فرآیند صیقلدهی و پرداخت سطحی، استفاده از اینسرت استاندارد مانند اینسرت پرس شده (Pressed insert) میباشد، اینسرتی که ارزان میباشد، اما دقت پرداخت سطحی آن نیز بسیار پایین خواهد بود. در نتیجه کیفیت سطح پرداخت شده با این ابزار نیز خوب نخواهد بود. همچنین میبایست ابزار در دور و نرخ برادهبرداری پایین مورد استفاده قرار گیرد، اما میزان گرانی القاء شده به دلیل زمان افزوده به زمان سیکل هزینه نهایی را افزایش خواهد داد.
درباره این سایت